如果您熟悉不锈钢熔模铸造,您可能知道传统的不锈钢熔模铸造工艺包括以下步骤:工艺设计、造型制造、蜡模制造、蜡模装配、制壳、脱蜡和烘烤、浇注、脱壳和后期处理。同时,利用3D打印可以替代成型和蜡模制造的工序,可以为客户提高生产效率,节省成型成本。
工艺设计
制造工艺和浇注冒口系统的设计主要根据不锈钢铸造件的结构和浇注方法来确定。浇注冒口系统一般有两种类型:顶注式适用于高度较低的不锈钢铸件,侧注式适用于一次浇注多个蜡模的不锈钢铸件。其中,侧面注射在不锈钢熔模铸造工艺中应用最为广泛。
蜡模制造
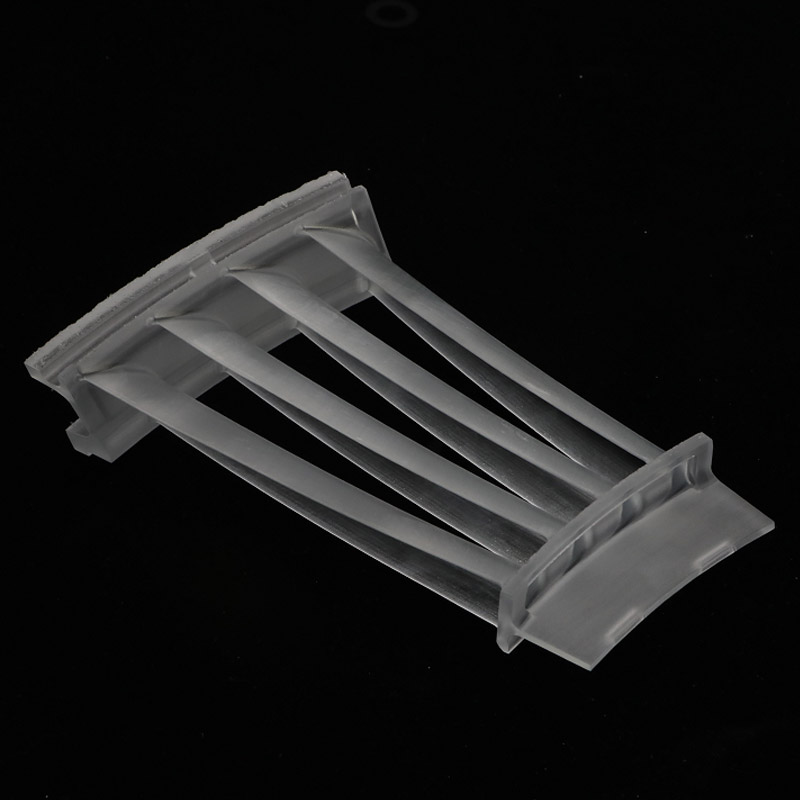
在进行 3D 打印之前,需要在计算机上预先设计要制造的部件的 3D 模型。可用的软件有Solidworks、OpenSCAD、Auto CAD、MAYA、3-MATlC等。设计的3D模型可以转换为STL格式并导出到与3D打印机关联的计算机上进行打印。为了提高不锈钢铸件的表面精度,打印的树脂模型需要进行抛光处理。
立板安装
在检查图案表面无缺陷后,将立板粘贴在预先设计的立板位置上。涂胶完成后,检查图案、立板、接缝处是否留有粘合剂或间隙。
型壳制作
模型型壳的制作有两种方法:浇注石膏和涂耐火涂料。以耐火涂料的应用为例,将抛光后的图案放入预先配置的浆状耐火涂料中,均匀涂覆(熔模模具上剩余的涂料均匀流动,不再连续滴落),然后进行砂磨。重复涂装和打磨两个步骤,每一步都应充分干燥和硬化。硅溶胶是一种常用的铸造型壳涂料。以铝土矿为主要耐火材料,具有优越的高温强度和极强的稳定性。铝土矿在干燥、焙烧过程中主要蒸发器是水,绿色环保,已广泛应用于多个领域。由于熔模模具的润湿性较差,因此在涂覆涂料之前必须润湿模具材料。
脱蜡&烘烤待
型壳完全干燥硬化后,将含有模型材料的型壳放入高温炉(700~900℃)中烘烤,直至模型材料完全烧尽。烘烤的目的除了去除树脂模具外,还包括去除型壳中的水分和盐分,减少浇注时型壳的气体逸出,提高透气性,减小模具与金属液的温差,有效提高模具的性能。金属液体的充模能力。
浇注
不锈钢液的浇注温度和浇注速度对不锈钢铸件的质量影响很大,应严格控制。浇注方法与其他铸造方法有共同之处,应根据不锈钢铸件的组织和性能进行相应的设计。
脱壳及后处理
待不锈钢液完全凝固冷却后,即可脱壳并对不锈钢铸件进行清洗。铸件清洗后进行检查,然后根据客户的要求去除一些毛刺缺陷或进行热处理、表面处理(如电解抛光、镜面抛光或彩色不锈钢铸件)。
以上是3D打印技术与传统熔模铸造工艺相结合的详细不锈钢铸造工艺,即用3D打印制作的模型代替传统的基于树脂基体的蜡模。直接通过3D打印快速成型制作图案,可以代替传统熔模铸造中的压型和压蜡两个步骤,并且可以像蜡模一样将通过脱蜡打印和烘烤形成的图案擦除。这种新型不锈钢铸造方法具有成本低、工艺简单、效率高、小批量不锈钢铸件精度高等优点。此外,特别是当铸造不锈钢零件的设计尚未确认时,建议使用3D打印。